Åtdragningsmoment – en förklaring
Åtdragningsmoment, i samband med skruvförband, är det vridmoment som krävs för att montera en skruv i en godsgänga. Den grundläggande formeln för att beräkna åtdragningsmoment lyder:
Mv = FF (P + dm x µg + 0,5 x Da x µa) där
- Mv = åtdragningsmoment (Nm)
- FF = förspänningskraft (N)
- P = stigning (mm)
- dm = skruvens medeldiameter (mm)
- µg = friktion i gängan
- µa = anliggningsfriktion
- Da = Anliggningsdiameter (mm)
Problemet med denna ekvation är att friktionerna är svåra att bedöma eller mäta, eftersom de påverkas av många variabler som t ex material, ytfinhet, smörjtillstånd, renhet, luftfuktighet mm.
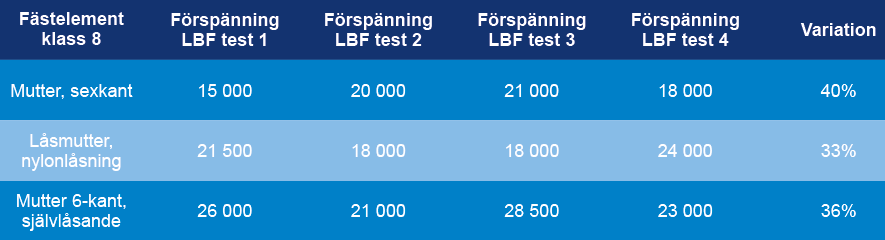
En viktig faktor i ekvationen är dragspänningen, vilken skapas av förlängningen i skruven i samband med åtdragningen. Dragspänningen kan definieras som den förspänningskraft som uppstår i skruvförbandet när fästelementen dras ihop. Viktigt i sammanhanget är att förspänningskraften inte har någon direkt koppling till åtdragningsmomentet. I bästa fall är åtdragningsmomentet ett indirekt mått på förspänningskraften i skruven.